












Symor Instrument Equipment Co., Ltd specializes in Temperature and Humidity Control Technology,
The company is dedicated to providing climatic test chambers and dry cabinets to electronics & semiconductor manufacturing industries, helping our clients enhance their production quality. We supply dry cabinets under the brand NetDry, as well as climatic chambers under the brand Climatest Symor®.
We fully understand that for our clients—whether they are accredited laboratories or Fortune 500 manufacturers—test results are far more than just a number; they represent a promise. Even a deviation of a mere 0.5°C can determine whether a product passes or fails. For this reason, we strive for absolute precision down to every decimal point, we calibrate every environmental test chamber and dry storage cabinet carefully before leaving factory, ensuring that—even after a year of use—its data remains as precise as it was on day one.
Symor Instrument Equipment Co., Ltd is a 100% Chinese high-tech enterprise, factories located in Shanghai and Suzhou, and a sales office in Hefei, covering the Yangtze River Delta Region, we could provide clients with international standard products and services, our business covers electronic & semiconductor, medical, intelligent manufacturing and scientific research industries. With 20 years' effort, we have established long-term cooperative partners in USA, Europe, Southeast Asia, and Middle East.

• Integrated R&D
Unlike manufacturers who merely procure off-the-shelf components for assembly, we develop customized products as per your specific requirements, and our state-of-the-art temperature and humidity PID algorithms, combined with imported electronic sensors, ensure a temperature uniformity of ≤2.0°C and a humidity uniformity of ≤±2.5%RH.
• Precision Manufacturing
From laser cutting to argon-arc welding performed by certified technicians, every stage strictly adheres to ISO 9001:2015 standard procedures. We conduct 100% nitrogen leak testing on all refrigeration circuits—a process sensitive enough to detect leaks 10,000 times smaller than those discoverable by traditional soap-bubble leak testing method.








• Certified Quality Assurance
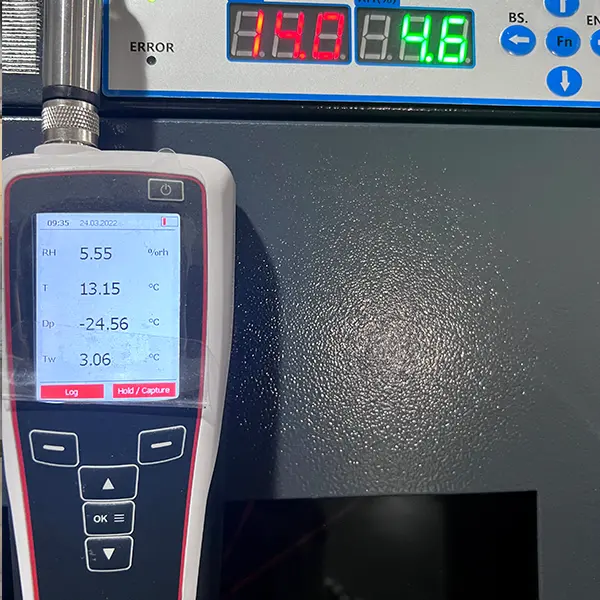
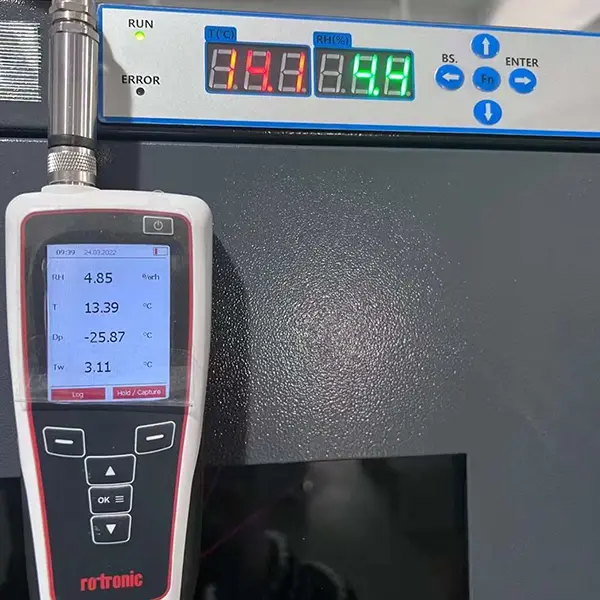
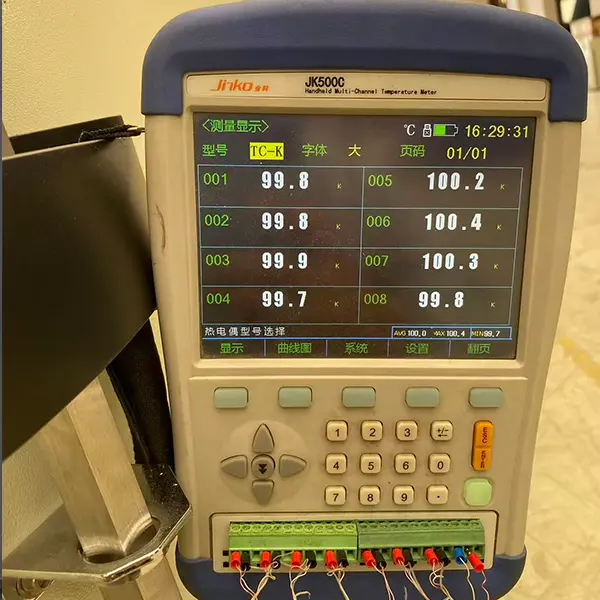
Before leaving factories, every test chamber and dry cabinet undergo a continuous aging test lasting >48 hours. Each dry cabinet is accompanied by a calibration certificate, measured by high-precision Rotronic hygrometers, and each test chamber is accompanied by a 9-point calibration certificate, measured by ISO17025 certified lab—traceable to national standards—ensuring that the equipment you receive delivers precise, "plug-and-play" performance.








Our dry cabinets and environmental chambers are trusted by Fortune 500 manufacturing enterprises across diverse sectors:
• Electronics & Semiconductors: PCB/wafers storage, and reliability test.
• New Energy: Nitrogen storage, and safety testing
• Aerospace & Defense: Components low humidity storage, and reliability test.
• Pharmaceuticals: Stability studies meeting ICH guidelines.
• Third-Party Testing: Supporting CNAS, CMA, and IEC certification bodies.
Climatest Symor® and NetDry products includes the following:
1, Temperature (humidity) test chambers
2, Dry storage cabinets
3, Low oxygen ovens
4, Precision ovens/High temperature ovens......
To ensure our customers receive moisture-proof cabinets as quickly as possible, we typically manufacture large numbers of standard models in advance to keep stock. This allows us to ship orders immediately upon receipt—requiring only final calibration and cleaning before dispatch. This video features actual footage of our workshop, filmed by our staff phone.
We are proud that over 50% of our annual revenue comes from repeat customers. Why? Because they've learned that our products deliver:
• Consistency: Customer on-site test data VS factory test data—the results align.
• Durability: Tailor-made for long-term operation and reliable performance.
• Competitive Purchase Cost: Same quality at a more competitive price than local procurement.
Not all moisture-proof cabinets are truly "moisture-proof"—here is how we ensure quality:
All dry cabinets and climate chambers are carefully inspected by QC team and calibrated before being delivered, this ensures everything works well when customers receive them.

Dry unit directly influences the service life of a moisture proof cabinet, we promise every dry unit comes with a 5-year warranty, ensuring no degradation or failure, and service time +10 years.
A dehumidifying cabinet with inaccurate display is futile. Our promise: The displayed reading is the true reading, with an error margin controlled within ±3%RH and ±2.5%RH.
It is futile if the cabinet leaks air, our commitment: The cabinet body will remain free from deformation and rust for 10 years, and the sealing strips will not deteriorate for 5 years.
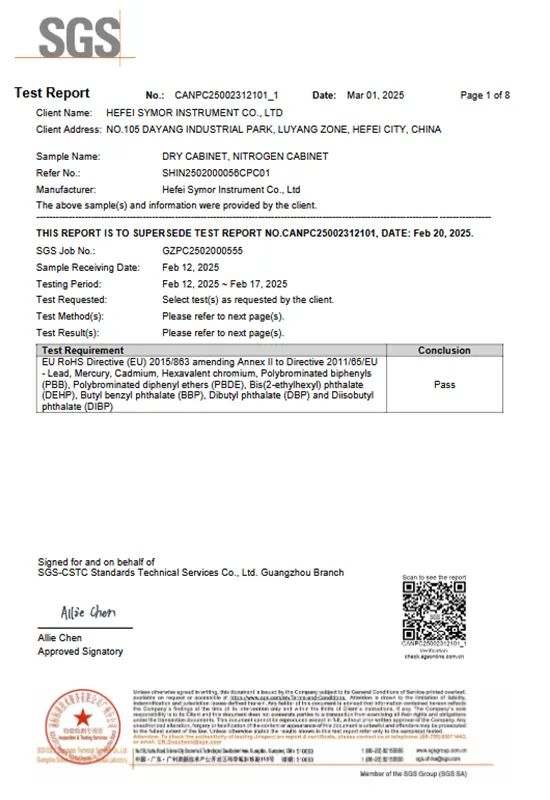
Corporate success is linked to quality. Driven by a rigorous quality control system, we are committed to delivering superior products and solutions, and strive to create added value for our global clientele. Symor Instrument Equipment Co., Ltd is ISO 9001:2015 certified, all climate chambers and dry cabinets are CE approved.



Customer satisfaction is influenced by the after-sales service they experience, which is also key to maintaining long-term cooperation.
Climatest Symor® and NetDry after-sales support service includes:
● 2 years warranty, lifetime free technical support
● Technical guidance available online in business hours
● Training on the operation of test chambers and dry cabinets
● Telephone support/video call during regular working hours
● On-site support upon customer request if possible
Throughout the entire product lifecycle, Symor Instrument Equipment Co., Ltd maintains a continuous collaborative relationship with its customers. By providing cost-effective and reliable after-sales service, every customer enjoys a comprehensive and satisfying experience here.
Challenged by long-distance transportation, harsh environments, and multiple transshipments, packaging determines whether goods can reach customers' hands intact. Our competitors use honeycomb boxes to saves cost, but the packaging cost saved came at the price of massive customer losses.
Our packaging:
1st layer: Plastic film wrapped
2nd layer: Foam plastic wrapped at corners, and honeycomb plate on each side
3rd layer: Fumigation-free Plywood with 15CM pallet
4th layer: Plastic film wrapped again for water proof





NetDry moisture-proof cabinets are designed to store electronic components—such as PCBs, PCBAs, PCB magazines, capacitors, and resistors, etc. In particular, PCB packages that have been opened but not fully utilized on SMT production lines must be immediately placed into a moisture-proof cabinet to preserve their integrity and extend their shelf life, NetDry electronic dry cabinets follow J-STD-033D standard, providing a low-humidity environment to safeguard your valuable products.







Our electronic dry cabinets and climatic test chambers are exported to more than 40 countries worldwide, serving a diverse clientele that includes renowned multinational electronics and semiconductor manufacturers, higher education institutions, and various prominent distributors—such as Micron, STMicroelectronics, Space Inventor, Integrated Micro-Electronics , Foxconn, Amphenol, Husco Automotive, Stanford Universities and University of Illinois, and so on.

Our team oversees every stage of the process—from raw material procurement, sheet metal fabrication, assembly, and commissioning to packaging and shipping.
We do not promise perfection, but we do promise this: every piece of equipment leaving our factory must undergo the most rigorous inspections we are capable of conducting.