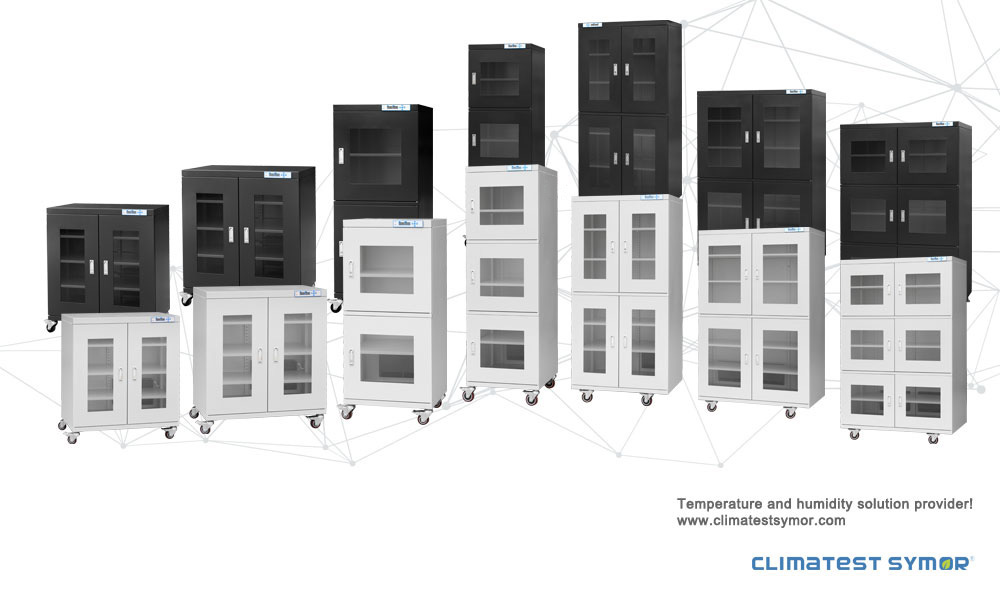
Below 1%RH Dry Cabinets refer to an industrial-grade low-humidity storage solution, which can maintain the relative humidity (RH) inside the cabinet at a level of <1%.
Model: TDU1436BFD-6 Pro
Capacity: 1436L
Humidity: <1%RH
Shelves: 5pcs, height adjustable
Color: Dark blue, ESD safe
Interior dimension: W1198*D682*H1723 MM per layer
Exterior dimension: W1200*D710*H1910 MM
Description
A Below 1%RH Dry Cabinet provides ultra low humidity storing for SMT production lines. Using most advanced dehumidifying technology, the cabinet creates an extremely dry atmosphere that prevents the "popcorn effect" in moisture-sensitive components, extends their usable floor life, and eliminates the need for costly nitrogen or frequent high-temperature baking.
Below 1%RH Dry Cabinets: Specification
| Model | TDU1436BFD-6 Pro |
| Interior Dimension | W1198*D682*H1723 mm |
| Exterior Dimension | W1200*D710*H1910mm, including castors |
| Packing Dimension | W1300*D800*H2100 MM |
| Humidity Range | <1%RH |
| Humidity Accuracy | ±2.0% |
| Shelves | 5pcs, height adjustable |
| ESD safe Function | YES, 105-109Ω |
| Power Consumption | Average 32W/Hr |
| Power Supply | AC110V-120V, 220V-240V, 50HZ/60HZ |
| Net Weight | 150KG |
| Gross Weight | 205KG |
| Ambient Temperature | +5°C~ 35°C |
| Condition | The best performance environment of dry cabinets is in ambient temperature <25℃ and relative humidity <60%RH |
Below 1%RH Dry Cabinets: Feature
▸Relative Humidity: <1%RH, offering an ultra-low humidity storage solution for MSL 4, 5, 5a, and 6.
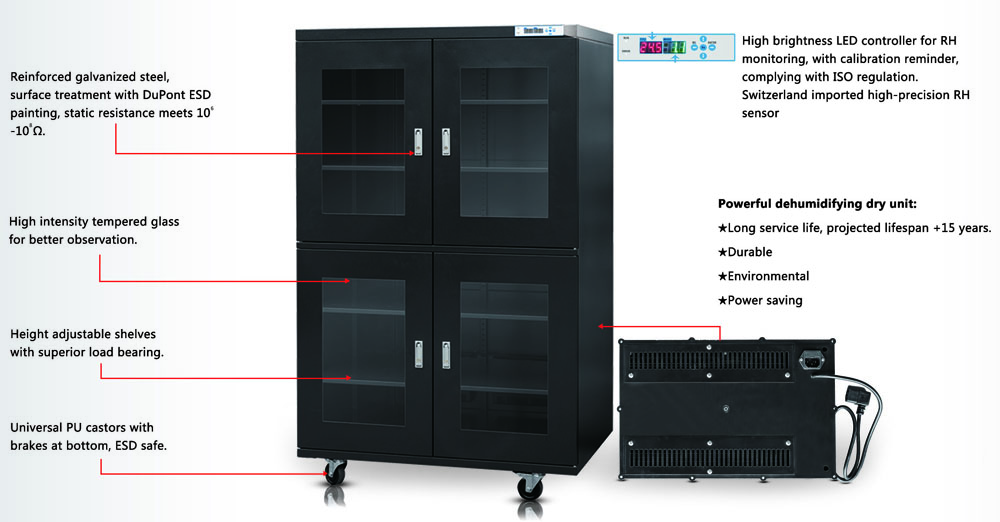
▸Digital Display: Microcomputer-controlled LED HD display, user-friendly RH setting, real-time monitoring.
▸ESD-safe: Surface anti-static resistance 10⁵–10⁹ Ω.
▸Adjustable Shelves: Height adjustable, catering to different size components.
▸Memory Function: No need resetting after a power outage.
▸Energy Efficient: Power-saving, while maintaining highly effective humidity control.
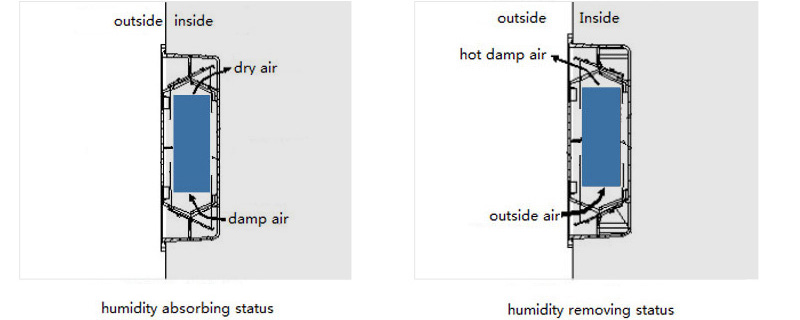
How to dehumidify?
The dehumidifying principle of a below 1%RH Dry Cabinets is "physical adsorption via molecular sieves + cyclic regeneration" (the most reliable method), the normal TE cooling dry cabinet can't reach such an ultra-low humidity level.
Adsorption Process: Molecular sieves are utilized as the adsorbent material in the cabinet; these sieves feature a vast network of nanoscale micropores which adsorb water molecules from the air—much like a sponge absorbing water. A fan draws humid air into the dry units, where water molecules undergo physical adsorption, and the dried air is subsequently returned to the interior of the cabinet.
Regeneration Process: Once the molecular sieve reaches adsorption saturation, the system automatically initiates low-temperature heating gently to convert the adsorbed water molecules into water vapor, which is then expelled from the cabinet; the molecular sieve thereby restores its moisture-absorbing capacity.
Below 1%RH Dry Cabinets adopt advanced technology, including Switzerland-imported Relative Humidity (RH) and temperature sensors, to ensure precise control and monitoring of the internal environment, the humidity sensor accuracy is +/-2%RH. By maintaining a stable, low-humidity environment, dry cabinets effectively protect sensitive items from the damaging effects of moisture.
Applications in SMT Electronics Manufacturing
Below 1%RH dry cabinets are essential for Moisture Sensitive Devices (MSDs) classified as MSL 4, 5, 5A, and 6 per IPC/JEDEC J-STD-033 standards:
▸Primary Use Cases: Preventing the "Popcorn Effect": During reflow soldering (peak temperatures ~260°C), moisture trapped inside plastic IC packages turns to steam, causing internal cracks and delamination. Ultra-low humidity storage eliminates this moisture before soldering.
▸Pausing Floor Life: When MSDs are removed from their sealed moisture barrier bags, their "floor life" clock starts ticking. Storing them in a <1%RH cabinet effectively pauses this timer, allowing unused components to be safely stored and reused later without baking.
▸Preventing Oxidation: The ultra-dry atmosphere prevents oxidation of exposed copper pads, silver finishes, and solderable surfaces—preserving solderability for years
|
Normal storage |
Reflow process |
||
|
|
|
|
|
|
Moisture in the ambient penetrates into the packages. |
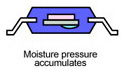
During heating, the water steam pressure increases, that separates the die and resin. |
The water steam continues to expand under heating, blowing up the packages. |
The water steam breaks the packages, which causes micro-cracking. |
Floor Life refers to the maximum allowable time that an MSD (Moisture-Sensitive Device) can remain in a standard factory environment (≤30°C / 60% RH), after being removed from its moisture-barrier vacuum bag, while still remaining safe for placement and reflow soldering.
Application Method: Once MSL Level 4–6 components have been removed from their vacuum bags, if the mounting and reflow soldering processes are not completed within the specified floor life, they must be immediately placed into a below 1% RH dry cabinet. In this ultra-low humidity environment of <1% RH, the components' moisture absorption process is effectively "paused," and the remaining floor life ceases to be consumed, the dry cabinet realizes no pre-baking, which can be directly loaded onto the line for use, thereby significantly boosting production efficiency.
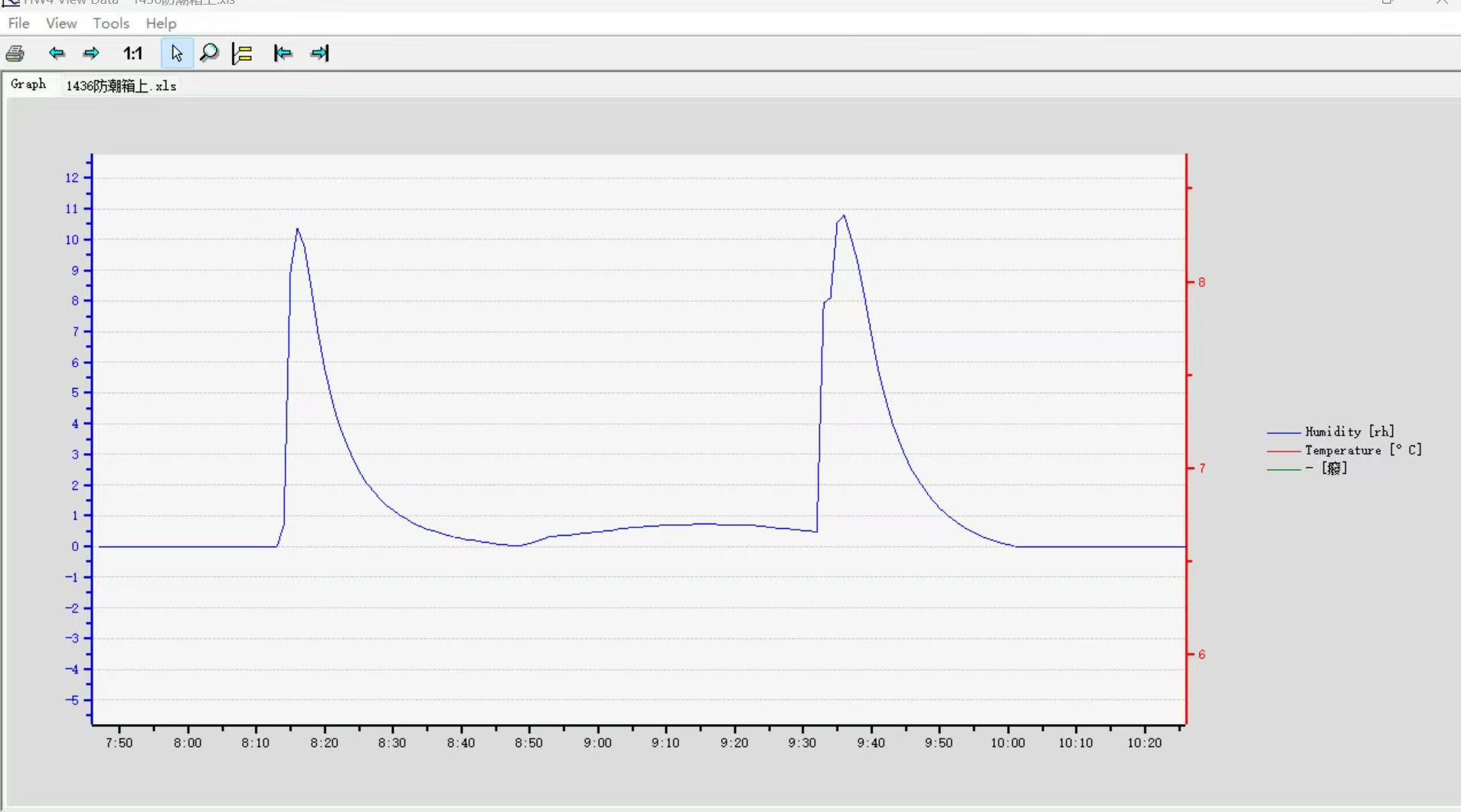
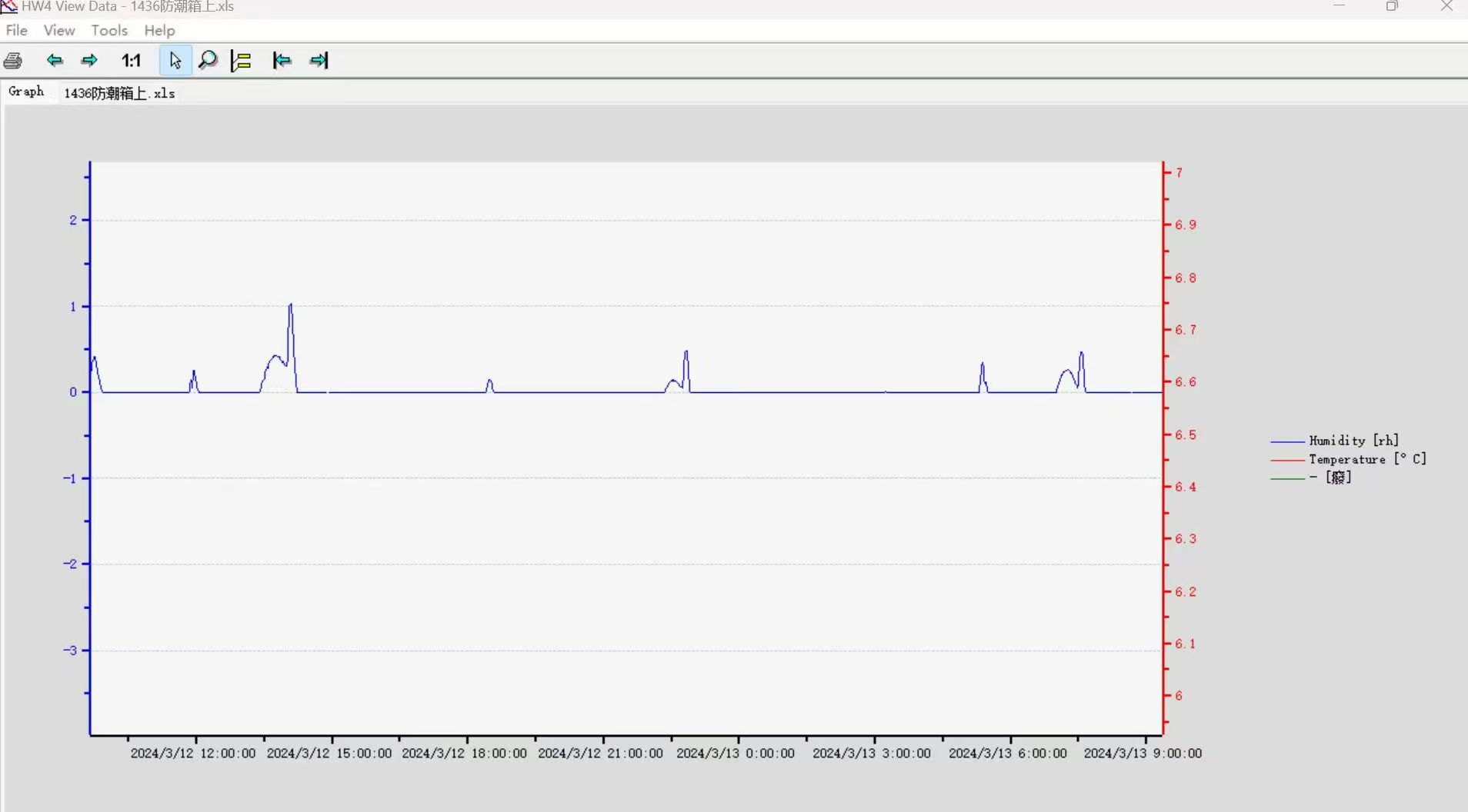
Realtime humidity profile (Ambient humidity 60%RH, no load):
Opening the door for 30 seconds each time, then close:
Long-term storage without opening the door:
Realtime humidity measuring before shipping
We use high-precision Rotronics hygrometer to re-measure the below 1%RH Dry Cabinet before shipping out, and issue calibration certificate, we carefully debug every cabinet and make sure everything works well after they arrive at the customer's hands, this is also a responsibility, Symor concerns about quallity control and customers' feedbacks on our dry cabinets aster using, we think this is the reason why many customers place repeat orders.
Difference between dry cabinets and nitrogen cabinets:
▸Drying cabinets use dry units to dehumidify, no consumables, no replacements, and they absorb moisture and discharge it to the outside automatically.
▸Nitrogen cabinets use nitrogen purging to reach a low-humidity and low-oxygen level storage application, N2 gas is consumable.
Components That Require <1%RH Dry Cabinets:
▸ICs, BGAs, QFPs, and all SMD components with MSL 5/6
▸Bare PCBs (prevents oxidation and moisture absorption)
▸3D printer metal powders (hygroscopic and reactive)
Compliance with Industry Standards
Below 1%RH dry cabinets are designed to meet or exceed:
IPC/JEDEC J-STD-033 Handling, packing, and storage of MSDs
IPC-1601 Storage and handling of PCBs
IEC 61340-5-1 ESD control (for ESD-safe models)
Who Buy from us?
Symor sells low-humidity controlled cabinets to the world-famous semiconductor and electronic manufacturers, such as Micron, ST electronics, Phoenix Semiconductor, REC Solar, Wistron, Foxconn, and Universities like Stanford, Illinois, ETH Zürich........our dry cabinets help clients:
▸Address Core Pain Points: Completely Resolving the Challenges of MSD (Moisture-Sensitive Device) Management
▸Reduce Cost and improve assmblely efficiency: brought about a significant return on investment (ROI)
▸Exceptional Product Performance: Stable and Reliable Humidity Control Technology

For more details about below 1%RH dry cabinets, please visit our website www.climatestsymor.com, or send an email to sales@climatestsymor.com. We will reply to you as soon as possible and welcome possible cooperation.